





Муфта ПНД электросварная
Описание
Электросварная ПНД муфта – фитинг трубопроводной системы, предназначенный для соединения ПНД труб. Данные муфты стыкуют трубы за счет электрофузионной сварки. На нагревательную катушку подается электрический ток, в результате чего происходит нагрев, расплавление и стыковка материала.
Назначение
Электросварные муфты применяются при прокладке трубопроводов, произведенных из Полиэтилена Низкого Давления (ПНД). Обычно данные трубопроводы предназначены для холодного водоснабжения, для газоснабжения, для горючих и инертных газов, а также для жидких и газообразных веществ с давлением до 25 атмосфер и температурой от 0 до 40 С.
Преимущество изделия
Электросварные муфты ПНД обладают следующими приемуществами:
-
существуют в различной модификации;
-
нечувствительны к гидравлическим колебаниям;
-
стойки к появлению коррозии;
-
устойчивы к химически агрессивным элменетам;
-
удобны в монтаже;
-
имеют длительный срок эксплуатации;
-
имеют небольшой вес;
-
хорошо переносят перепады температур
Конструкция
Пример конструкции электросвраной муфты представлен на рисунке 1

Рисунок 1. Пример конструкции электросварной муфты
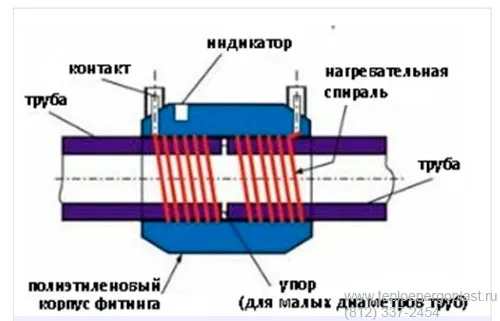
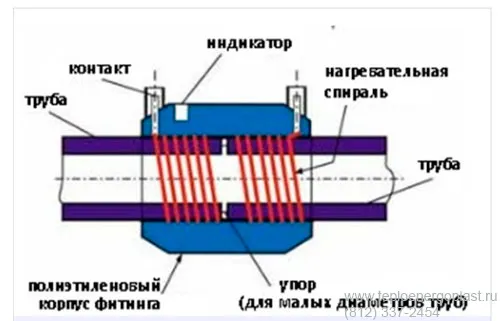
Все электросварные муфты имеют специальную нагревательную спираль равномерно нагревающую поверхности свариваемых частей, большую глубину сопряжения, особо широкую зону сварки, холодные зоны по бокам и в центре, предотвращающие вытекание расплавленной массы. Не требует при работе специальных держателей и приспособлений.
На рисунке 2 представлено устройство электросварной муфты

Рисунок 2. Устройство электросварной муфты
Разновидность
Зависимость толщины стенки от выдерживаемого давления в трубопроводе представлено в таблице 3 ГОСТ 18599-2001. Так как толщина стенки зависит от диаметра изделия, то принято использовать понятие SDR – соотношение номинального наружного диаметра к толщине стенки. В таблице 1 приведено соотношение SDR и давления субстанции в ПНД э/с муфте для ПЭ-100.
| SDR | PN | Атм | Бар | КГС/см2 | Мпа |
| 41 | 4 | 4 | 4 | 4 | 0,4 |
| 33 | 5 | 5 | 5 | 5 | 0,5 |
| 26 | 6,3 | 6,3 | 6,3 | 6,3 | 0,63 |
| 21 | 8 | 8 | 8 | 8 | 0,8 |
| 17,6 | 9,5 | 9,5 | 9,5 | 9,5 | 0,95 |
| 17 | 10 | 10 | 10 | 10 | 1 |
| 13,6 | 12,5 | 12,5 | 12,5 | 12,5 | 1,25 |
| 11 | 16 | 16 | 16 | 16 | 1,6 |
| 9 | 20 | 20 | 20 | 20 | 2 |
| 7,4 | 25 | 25 | 25 | 25 | 2,5 |
Таблица 1
Перевод между единицами измерений давления является примерным и округленным.
Чаще всего муфты поставляют SDR 17 и 11.
Муфты также делятся по минимальной длительной прочности MRS: 3,2 МПа (ПЭ 32), 6,3 МПа (ПЭ 63) 8,0 МПа (ПЭ 80), 10,0 МПа (ПЭ 100). Чаще всего муфты поставляют для ПЭ 100.
Размеры
Линейка диаметров муфт в соответствии с ГОСТ 18599-2001 следующая: 10, 12, 16, 20, 25, 32, 40, 50, 63, 75, 90, 110, 125, 140, 160, 180, 200, 225, 250, 280, 315, 355, 400, 450, 500, 560, 630, 710, 800, 900, 1000, 1200, 1400 и 1600 мм. Чаще всего муфты поставляются диаметрами от 75 до 1200 мм. Ниже в таблице 2, 3 и 4 приведены размеры основных поставляемых муфт. Все обозначения соответствуют рисунку 1.
| D (мм) | d1 (мм) | L (мм) |
| 160 | 186 | 180 |
| 180 | 213 | 194 |
| 200 | 233 | 208 |
| 225 | 261 | 224 |
| 250 | 304 | 244 |
| 280 | 340 | 252 |
| 315 | 382 | 268 |
| 355 | 414 | 290 |
| 400 | 487 | 290 |
| 450 | 522 | 313 |
| 500 | 579 | 343 |
| 560 | 638 | 392 |
| 630 | 716 | 442 |
| 710 | 814 | 475 |
| 800 | 916 | 520 |
| 900 | 1030 | 550 |
| 1000 | 1143 | 600 |
| 1200 | 1370 | 650 |
Таблица 2. Размеры электросварной муфты для ПЭ 100 SDR 17
| D (мм) | d1 (мм) | L (мм) |
| 75 | 96 | 110 |
| 90 | 113 | 125 |
| 110 | 138 | 145 |
| 125 | 154 | 158 |
| 140 | 172 | 168 |
| 160 | 196 | 180 |
| 180 | 219 | 194 |
| 200 | 244 | 208 |
| 225 | 273 | 224 |
| 250 | 304 | 244 |
| 280 | 340 | 252 |
| 315 | 382 | 268 |
| 355 | 432 | 290 |
| 400 | 487 | 290 |
| 450 | 559 | 320 |
| 500 | 621 | 360 |
| 560 | 694 | 390 |
| 630 | 780 | 430 |
| 710 | 878 | 475 |
| 800 | 988 | 520 |
| 900 | 1110 | 550 |
Таблица 3. Размеры электросварной муфты для ПЭ 100 SDR 11
| D (мм) | d1 (мм) | L (мм) |
| 710 | 797 | 360 |
| 800 | 897 | 380 |
| 900 | 1009 | 400 |
| 1000 | 1121 | 440 |
| 1200 | 1345 | 480 |
Таблица 4. Размеры электросварной муфты для ПЭ 100 SDR 26
Размеры муфт приведены условно и могут отличаться в зависимости от производителя.
Характеристики
В соответствии с п 5.2 ГОСТ 18599-2001 характеристики ПНД трубы, для которых применяются муфты, должны быть следующие:
| Наименование показателя | Значение показателя для труб из полиэтилена | |||
| ПЭ 32 | ПЭ 63 | ПЭ 80 | ПЭ 100 | |
| 1 Внешний вид поверхности | Трубы должны иметь гладкие наружную и внутреннюю поверхности. Допускаются незначительные продольные полосы и волнистость, не выводящие толщину стенки трубы за пределы допускаемых отклонений. На наружной, внутренней и торцевой поверхностях труб не допускаются пузыри, трещины, раковины, посторонние включения, видимые без увеличительных приборов. Цвет труб - черный, черный с синими продольными полосами в количестве не менее четырех равномерно расположенных по окружности трубы или синий, оттенки которого не регламентируются. Внешний вид поверхности труб и торцов должен соответствовать контрольному образцу по приложению Е ГОСТ 18599-2001 | |||
| 2 Относительное удлинение при разрыве, %, не менее | 250 | 250 | 350 | 350 |
| 3 Изменение длины труб после прогрева, %, не более | 3 | 3 | 3 | 3 |
| 4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее | При начальном напряжении в стенке трубы 6,5 МПа100 | При начальном напряжении в стенке трубы 8,0 МПа100 | При начальном напряжении в стенке трубы 9,0 МПа100 | При начальном напряжении в стенке трубы 12,4 МПа100 |
| 5 Стойкость при постоянном внутреннем давлении при 80 °С при хрупком разрушении для ПЭ 63, ПЭ 80, ПЭ 100, ч, не менее | При начальном напряжении в стенке трубы 2,0 МПа 165 | При начальном напряжении в стенке трубы 3,5 МПа 165 | При начальном напряжении в стенке трубы 4,5 МПа165 | При начальном напряжении в стенке трубы 5,4 МПа165 |
| 6 Стойкость при постоянном внутреннем давлении при 80 °С, ч, не менее | При начальном напряжении в стенке трубы 1,5 МПа1000 | При начальном напряжении в стенке трубы 3,2 МПа1000 | При начальном напряжении в стенке трубы 4,0 МПа1000 | При начальном напряжении в стенке трубы 5,0 МПа1000 |
Таблица 5. Характеристики ПНД труб по ГОСТ 18599-2001.
Материалы
Производят электросварные муфты из полиэтилена низкого давления. Чаще всего используется ПЭ-100, но в некоторых случаях специально используется в качестве сырья ПЭ-80. Электросварную муфту можно изготовить двумя методами: литьем под высоким давлением или продавливанием сырья через специальную форму с последующей обработкой заготовок и приведением их к нужному состоянию. Чаще используется именно метод литья. В процессе производства, в электросварную муфту ПНД вкладывается специальный терморезисторный нагревательный элемент, внешне имеющий вид либо закрученной спирали, либо тонкой проволоки. Укладывается электрический нагреватель таким образом, чтобы во время сварки не выходить за границы специальных пазов и находится максимально близко к элементам трубопровода, которые нужно соединить. После электросварные муфты оснащаются специальными крепежами, которые дают возможность легко, но при этом надежно, закрепить муфту в предполагаемом месте сварки. Если же место сварки было решено изменить, то муфту всегда можно отсоединить от элементов и переставить в нужное место. Но только до того момента, как будут удалены специальные опоры. После этого повторное закрепление электросварной муфты на другом участке трубопровода уже невозможно.
Рекомендации по применению
Электросварные муфты должны применяться на трассах, произведенных из полиэтилена низкого давления. Давление субстанции в данных отводах не должно превышать 25 атмосфер. Температура субстанции должна варьироваться от 0 до 40 градусов.
Как правильно выбрать
SDR полиэтилена используемого при производстве муфт и прямых участков должны совпадать. MRS полиэтилена, используемого при производстве труб, должно совпадать с MRS полиэтилена, используемого при производстве муфт. В соответствии с п А.2 ГОСТ 18599-2001 при повышении температуры транспортируемой субстанции по трубам ПНД уменьшается показатель максимального давления. Коэффициент снижения максимального рабочего давления приведен в таблице 6
| Рабочая температура воды Траб., °С | Коэффициент снижения давления Сt для труб из | ||
| ПЭ 32 | ПЭ 63 | ПЭ 80, ПЭ 100 | |
| До 20 | 1,00 | 1,00 | 1,00 |
| 21-25 | 0,82 | 0,90 | 0,93 |
| 26-30 | 0,65 | 0,81 | 0,87 |
| 31-35 | 0,47 | 0,72 | 0,80 |
| 36-40 | 0,30 | 0,62 | 0,74 |
Таблица 6. Коэффициент снижения максимального давления для ПНД труб
В случае несоблюдения условий таблицы №5 эксплуатационный период может уменьшиться.
Транспортировка
Перевозка электросварных муфт может производиться любым видом транспорта в соответствии с правилами перевозки, ГОСТ 26653-90 и ГОСТ 22235-2010. При транспортировки водным видом транспорта рекомендуется пакетирование муфт. При транспортировке муфты следует укладывать на ровную поверхность транспортных средств, без острых выступов и неровностей во избежание повреждения муфт.
Хранение
Муфты хранят рассортированными по диаметрам в специально отведенных местах. Хранение допускается исключительно на ровных поверхностях, без острых выступов и неровностей во избежание повреждения муфт. Высота хранящихся муфт не должна превышать 2 метров в случае хранения свыше 2 месяцев. Если хранение муфт менее 2 месяцев, то разрешается хранение муфт с высотой до 3 метров.
Контроль качества, гарантия и срок эксплуатации
Контроль качества полиэтилена должен соответствовать разделу 8 ГОСТ 18599-2001. В соответствии п 10.2 ГОСТ 18599-2001 гарантийный срок хранения при соблюдении условий транспортировки и хранения составляет 2 года. Срок эксплуатации электросварных муфт при соблюдении условий п А.2 ГОСТ 18599-2001 составляет 50 лет.
Монтаж
Прежде всего происходит подготовка ПНД труб. Полиэтиленовая труба обрезается в соответствии с размерами, установленными схемой будущего трубопровода. Срез выполняется максимально ровным и четко под углом в 90º. В противном случае добиться полной герметичности соединения не получится. После нарезки концы труб зачищаются от заусенцев и иных шероховатостей, полностью очищаются от грязи с использованием растворителя любого вида. Трубы фиксируются в фитинге. К электросварной муфте подключается аппарат для нагрева и расплавления нитей, за счет которых и производится фиксация фитинга; производится настройка оборудования в соответствии с технической документацией, поставляемой совместно с фитингом. Выполняется сварка в соответствии с указаниями индикатора. После завершения работы снимаются кабеля, и готовое соединение выдерживается до полного остывания, на которое требуется приблизительно 20 – 30 минут времени. Проверяется герметичность и прочность сварки.
Вес изделий
| Электросварная муфта SDR 11 | |
| Диаметр ДУ (мм) | Вес (кг) |
| 75 | 0,287 |
| 90 | 0,421 |
| 110 | 0,697 |
| 125 | 0,738 |
| 140 | 0,968 |
| 160 | 1,390 |
| 180 | 1,750 |
| 200 | 2,350 |
| 225 | 3,193 |
| 250 | 4,210 |
| 280 | 5,675 |
| 315 | 8,000 |
| 355 | 12,110 |
| 400 | 15,993 |
| 450 | 20,388 |
| 500 | 28,403 |
| 560 | 39,503 |
| 630 | 55,641 |
| 710 | 72,45 |
| 800 | 102,49 |
| 900 | 137,93 |
| Электросварная муфта SDR 17 | |
| Диаметр ДУ (мм) | Вес (кг) |
| 160 | 1,050 |
| 180 | 1,450 |
| 200 | 1,800 |
| 225 | 2,385 |
| 250 | 4,345 |
| 280 | 5,675 |
| 315 | 8,000 |
| 355 | 8,200 |
| 400 | 15,993 |
| 450 | 16,000 |
| 500 | 22,000 |
| 560 | 25,500 |
| 630 | 35,000 |
| 630 | 37,448 |
| 710 | 49,370 |
| 800 | 69,180 |
| 900 | 93,150 |
| 1000 | 125,650 |
| 1200 | 196,450 |
| Электросварная муфта SDR 26 | |
| Диаметр ДУ (мм) | Вес (кг) |
| 710 | 31,920 |
| 800 | 42,800 |
| 900 | 57,580 |
| 1000 | 79,270 |
| 1200 | 125,700 |
Цена на продукцию
Полный прайс-лист на продукцию находится в разделе стоимость продукции
Отправьте заявку для получения коммерческого предложения или уточнения стоимости продукции, которую Вам не удалось найти в прайс-листе.
Вопросы - Ответы
Все вопросы ответы



Отправьте заявку и узнайте актуальные цены на продукцию
Обработаем заявку и свяжемся с Вами в течении 1-ого часа
